
ć°╝ę┘|(zh©¼)Öz┐éŠųīŹ(sh©¬)ąąē║┴”╚▌Ų„ųŲįņ┘YĖ±įS┐╔ųŲČ╚║═«a(ch©Żn)ŲĘ░▓╚½ąį─▄ÅŖ(qi©óng)ųŲ▒O(ji©Īn)ČĮÖz“×(y©żn)ųŲČ╚Ż¼Ę▓ūŅĖ▀╣żū„ē║┴”≥0.1MPaŻ©▒Ēē║Ż®Ż¼ŪęPV≥2.5MPa·Lęį╝░╣½ĘQ╣żū„ē║┴”≥0.2MPaŻ©▒Ēē║Ż®ŪęPV≥1.0MPa·LĄ─ē║┴”╚▌Ų„Č╝Ą├Įė╩▄▒O(ji©Īn)ÖzĪŻś╦(bi©Īo)£╩(zh©│n)Ę©ęÄ(gu©®)
ē║┴”╚▌Ų„╩Ūę╗ĘN╩╣ė├ÅVĘ║Š▀ėą▒¼š©╬ŻļU(xi©Żn)Ą─╠žĘNįO(sh©©)éõĪŻūŅą┬Ą─ē║┴”╚▌Ų„ŽÓĻP(gu©Īn)ś╦(bi©Īo)£╩(zh©│n)ģRŠÄŻ©Ą┌╦─░µŻ®╔ŽŽ┬ŠĒČ■āįŻ¼╩Ū2006─Ļ7į┬Ą┌ę╗┤╬ėĪ╦óŻ¼ā╚(n©©i)╚▌▒╚ē║┐sÖC(j©®)ś╦(bi©Īo)£╩(zh©│n)ģRŠÄŻ©╔ŽŽ┬āįŻ®▀Ćę¬ČÓĪŻĄ½į┌ųą╩»╗»šąś╦(bi©Īo)Ģr(sh©¬)Ż¼ėąĻP(gu©Īn)ē║┐sÖC(j©®)ē║┴”╚▌Ų„ł╠(zh©¬)ąąĄ─ś╦(bi©Īo)£╩(zh©│n)ūŅų„ꬥ─ėą╬ÕĘNŻ║
1ĪóĪČÕüĀtē║┴”╚▌Ų„ųŲįņ▒O(ji©Īn)ČĮ╣▄└Ē▐kĘ©ĪĘĪŻė╔ć°╝ę┘|(zh©¼)Öz┐éŠųÕüĀtē║┴”╚▌Ų„░▓╚½▒O(ji©Īn)▓ņŠųęįć°┘|(zh©¼)ÖzÕü[2003]194╠¢╬─╝■░l(f©Ī)▓╝Ż¼2004─Ļ1į┬1╚šīŹ(sh©¬)╩®ĪŻ
2ĪóĪČē║┴”╚▌Ų„░▓╚½╝╝ąg(sh©┤)▒O(ji©Īn)▓ņęÄ(gu©®)│╠ĪĘĪŻė╔ć°╝ę┘|(zh©¼)┴┐╝╝ąg(sh©┤)▒O(ji©Īn)ČĮŠų░l(f©Ī)▓╝Ż¼2000─Ļ1į┬1╚šŲīŹ(sh©¬)╩®ĪŻ
3ĪóGB150-1998ĪČõōųŲē║┴”╚▌Ų„ĪĘĪŻ
4ĪóGB151-1999ĪČ╣▄Üż╩ĮōQ¤ßŲ„ĪĘĪŻ
5ĪóGB/T3323-2005ĪČĮī┘╚█╗»║Ė║ĖĮėĮėŅ^╔õŠĆššŽÓĪĘĪŻ
ē║┐sÖC(j©®)ø]ėąĘ┤æ¬(y©®ng)╚▌Ų„Ż¼ų╗ėąā”┤µ╚▌Ų„Ż©┤·╠¢CŻ®Ęųļx╚▌Ų„Ż©▀M(j©¼n)┼┼ÜŌŠÅø_Ų„ĪóÜŌę║ĘųļxŲ„Ą╚Ż®Ż©┤·╠¢EŻ®║═ōQ¤ß╚▌Ų„Ż©┤·╠¢EŻ®Ż¼ę“?y©żn)ķ╬óą═┐šē║ÖC(j©®)ę▓ėąę╗éĆ(g©©)ā”ÜŌ╣▐Ż¼╦∙ęįø]ėąē║┴”╚▌Ų„Ą─ē║┐sÖC(j©®)Ż¼Äū║§╩Ū▓╗┤µį┌Ą─ĪŻ
ē║┴”╚▌Ų„░┤ē║┴”ĘųŅÉŻ¼ėą╦─éĆ(g©©)ē║┴”Ą╚╝ēŻ║
Ą═ē║╚▌Ų„ įO(sh©©)ėŗ(j©¼)ē║┴”≥0.1MPaŻ¼Ūę<1.6MPaŻ©┤·╠¢LŻ®
ųąē║╚▌Ų„ įO(sh©©)ėŗ(j©¼)ē║┴”≥1.6MPaŻ¼Ūę<10MPaŻ©┤·╠¢MŻ®
Ė▀ē║╚▌Ų„ įO(sh©©)ėŗ(j©¼)ē║┴”≥10MPaŻ¼Ūę<100MPaŻ©┤·╠¢HŻ®
│¼Ė▀ē║╚▌Ų„ įO(sh©©)ėŗ(j©¼)ē║┴”≥100MPaĄ─ē║┴”╚▌Ų„Ż©┤·╠¢UŻ®
ē║┐sÖC(j©®)ę╗ĪóČ■Īó╚²ŅÉē║┴”╚▌Ų„Ą─äØĘų░┤ššĪČē║┴”╚▌Ų„░▓╚½╝╝ąg(sh©┤)▒O(ji©Īn)▓ņęÄ(gu©®)│╠ĪĘęÄ(gu©®)Č©ĪŻ
╚²ŅÉē║┴”╚▌Ų„Ż║
Ż©1Ż®Ė▀ē║╚▌Ų„Ż╗
Ż©2Ż®ųąē║╚▌Ų„(āHŽ▐ČŠąį│╠Č╚×ķśOČ╚║═Ė▀Č╚╬Ż║”Įķ┘|(zh©¼))Ż╗
Ż©3Ż®ųąē║ā”┤µ╚▌Ų„Ż©āHŽ▐ęū╚╝╗“ČŠąį│╠Č╚×ķųąĄ╚╬Ż║”Įķ┘|(zh©¼)ŪęPV│╦Ęe≥10MPa·m3Ż╗
Ż©4Ż®Ą═ē║╚▌Ų„Ż©āHŽ▐ČŠąį│╠Č╚×ķśOČ╚║═Ė▀Č╚╬Ż║”Įķ┘|(zh©¼)ŪęPV│╦Ęe≥0.2MPa·m3Ż®Ż®Ż╗
Ż©5Ż®ęŲäė(d©░ng)╩Įē║┴”╚▌Ų„Ż╗
Ż©6Ż®Ū“ą╬ā”╣▐Ż©V≥50m3Ż®Ą╚ĪŻ
Č■ŅÉē║┴”╚▌Ų„Ż║
Ż©1Ż®ųąē║╚▌Ų„Ż╗
Ż©2Ż®Ą═ē║╚▌Ų„Ż©āHŽ▐ČŠąį│╠Č╚×ķśOČ╚║═Ė▀Č╚╬Ż║”Įķ┘|(zh©¼)Ż®Ż╗
Ż©3Ż®Ą═ē║ā”┤µ╚▌Ų„Ż©āHŽ▐ęū╚╝Įķ┘|(zh©¼)╗“ČŠąį│╠Č╚×ķųąČ╚╬Ż║”Įķ┘|(zh©¼)Ż®ĪŻ
ē║┴”╚▌Ų„ųą╗»īW(xu©”)Įķ┘|(zh©¼)ČŠąį╬Ż║”║═▒¼š©╬ŻļU(xi©Żn)│╠Č╚ĘųŅÉęŖHG20660-2000Ż©ć°╝ę╩»╗»Šų░l(f©Ī)▓╝2001-06-01īŹ(sh©¬)╩®Ż®ĪŻ
ę╗ŅÉē║┴”╚▌Ų„Ż║Ą═ē║╚▌Ų„ĪŻ
▀@└’Ēś▒ŃųĖ│÷ā╔³c(di©Żn)Ż║
1Īóē║┐sÖC(j©®)╔ŽĘŪ¬Ü(d©▓)┴óĄ─│ąē║▓┐╝■Ż©╚ńųą└õŲ„Ż®Ą╚Ż¼ē║┐sÖC(j©®)Ą─▌oų·ē║┴”╚▌Ų„Ż¼┐╔▓╗╩▄ÕüÖz╦∙▒O(ji©Īn)ÖzŻ¼Č╝╩Ūī┘ŅÉ═ŌĄ─ē║┴”╚▌Ų„Ż¼╦∙ęįįO(sh©©)ėŗ(j©¼)ĮY(ji©”)śŗ(g©░u)╔Ž┐╔ęį│¼ē║┴”╚▌Ų„įO(sh©©)ėŗ(j©¼)ęÄ(gu©®)Č©Ż¼Ą½╦∙ėąĖ„║ĖĮė╣Ø(ji©”)³c(di©Żn)Č╝ę¬▒ŻūC╚½║Ė═Ė▓óū÷ŽÓæ¬(y©®ng)Ą─╣ż╦ćįuČ©Ż¼╚ńįŁ5L║ĖĮėĄ─ųą└õŲ„Å─24─ĻīŹ(sh©¬)█`üĒ┐┤ę▓╩Ū░▓╚½┐╔┐┐Ą─ĪŻ
2ĪóČÓŪ╗ē║┴”╚▌Ų„Ż¼╚ń╣▄Üż╩ĮōQ¤ßŲ„ė╔Ū░Č╦╣▄ŽõĪóųąķgÜż¾w║═║¾Č╦ĮY(ji©”)śŗ(g©░u)╚²▓┐ĘųĮM│╔ĪŻ░┤ĪČ╚▌ęÄ(gu©®)ĪĘ┐éätęÄ(gu©®)Č©Ż║░┤ššŅÉäeĖ▀Ą─ē║┴”Ū╗ū„×ķįō╚▌Ų„Ą─ŅÉäe▓ó░┤įōŅÉäe▀M(j©¼n)ąą╩╣ė├╣▄└ĒĪŻĄ½æ¬(y©®ng)░┤šš├┐éĆ(g©©)ē║┴”Ū╗Ė„ūįĄ─ŅÉäeĘųäe╠ß│÷įO(sh©©)ėŗ(j©¼)ĪóųŲįņ╝╝ąg(sh©┤)ę¬Ū¾ĪŻī”Ė„ē║┴”Ū╗▀M(j©¼n)ąąŅÉäeäØČ©Ģr(sh©¬)Ż¼įO(sh©©)ėŗ(j©¼)ē║┴”╚Ī▒Šē║┴”Ū╗Ą─įO(sh©©)ėŗ(j©¼)ē║┴”Ż¼╚▌Ęe╚Ī▒Šē║┴”Ū╗Ą─Äū║╬╚▌ĘeĪŻ
ē║┐sÖC(j©®)ė├Ą─╣▄Üż╩ĮōQ¤ßŲ„ę“ōQ¤ß├µĘeø]ėą░l(f©Ī)ļŖÅS╦«-╦«╣▄╣▄Üż╩ĮōQ¤ßŲ„ę╗╣Ø(ji©”)žø▀\(y©┤n)▄ćŽõ┤¾Ż©ī┘ŅÉ═ŌŻ®Ż¼ę“░l(f©Ī)ļŖķLę¬Ū¾įO(sh©©)éõē█├³ų┴╔┘30─ĻŻ¼Č°╝╝ąg(sh©┤)ģf(xi©”)ūh╔Žę¬Ū¾ŅÉ═Ō╚▌Ų„ę▓ę¬Įø(j©®ng)«ö(d©Īng)?sh©┤)žÕüÖz╦∙▒O(ji©Īn)ÖzŻ¼Č°ę╗░Ń╝╝ąg(sh©┤)ģf(xi©”)ūhø]ėąę¬Ū¾Ą─┤╦ŅÉŅÉ═Ō╚▌Ų„ę▓┐╔ęį▓╗╩▄▒O(ji©Īn)ÖzĪŻęŖ[1]ĪŻ╬ę░čŪ░Č╦╣▄ŽõŻ¼║¾Č╦ĮY(ji©”)śŗ(g©░u)▀@Č■▓┐Ęų▀M(j©¼n)ąą╝╝ąg(sh©┤)╠Ä└ĒŻ¼Š═╩Ū▓╗ę¬ĘŌķ]Ż¼ū÷│╔╣▄Ą└╝░╣▄╝■Ż¼Č°ŪęŪ░╣▄Ą└╝░╣▄╝■▓╗į┌╚▌Ų„▒O(ji©Īn)ÖzĘČć·Ż¼╬ę▀@śė╠Ä└Ēę▓Ą├ĄĮ┴╦║ŽĘ╩═©ė├ÖC(j©®)ąĄčąŠ┐į║šJ(r©©n)Ż¼╩Ū░▓╚½┐╔┐┐Ą─ĪŻÅ─Ą═ē║Īóųąē║ĄĮĖ▀ē║╩╣ė├ē█├³┐╔┤_▒Ż30─Ļ▓╗ē─Ż¼Č°ŪęōQ¤ßąį─▄ĘŪ│Ż║├Īó╣Ø(ji©”)─▄║═╣Ø(ji©”)╝sĮī┘Ž¹║─ĪŻ
ē║┴”╚▌Ų„Ą─įO(sh©©)ėŗ(j©¼)ĪóųŲįņĪó╩╣ė├╣▄└ĒĪóÖz£yĄ╚Č╝ę¬ć└(y©ón)Ė±ł╠(zh©¬)ąąĪČÕüĀtē║┴”╚▌Ų„ųŲįņ▒O(ji©Īn)ČĮ╣▄└Ē▐kĘ©ĪĘ║═ĪČ╚▌ęÄ(gu©®)ĪĘĪŻē║┴”╚▌Ų„ųŲįņįS┐╔╝ēäeäØĘųęŖ▒Ē1ęÄ(gu©®)Č©ĪŻ

╔Ž╩÷AĪóBĪóC╝ēäeųŲįņįS┐╔ūCĒÜĮø(j©®ng)ć°╝ę┘|(zh©¼)Öz┐éŠųÕüĀtē║┴”╚▌Ų„░▓╚½▒O(ji©Īn)▓ņŠųųąć°╠žĘNįO(sh©©)éõÖz£y蹊┐ųąą─░┤ĪČÕüĀtē║┴”╚▌Ų„ųŲįņ▒O(ji©Īn)ČĮ╣▄└Ē▐kĘ©ĪĘīÅ▓ķŻ¼Ę¹║ŽĪČ╣▄└Ē▐kĘ©ĪĘĖ„ĒŚ(xi©żng)ę¬Ū¾▓┼░l(f©Ī)Ę┼Ż¼įS┐╔ūCėąą¦Ų┌×ķ4─ĻŻ¼ī├Ģr(sh©¬)ĒÜ╠ßŪ░┴∙éĆ(g©©)į┬╔ĻšłōQūCÅ═(f©┤)īÅŻ¼Å═(f©┤)īÅĖ·│§īÅę╗śėć└(y©ón)Ė±ĪŻ
C-10/14.5ą═ÜõÜŌā”ÜŌ╣▐ųŲįņ
ē║┐sÖC(j©®)╚²ĘNē║┴”╚▌Ų„ųąęįā”┤µ╚▌Ų„┘|(zh©¼)┴┐ę¬Ū¾ūŅĖ▀Ż¼╦∙ęįęįC-10/14.5ą═ÜõÜŌā”ÜŌ╣▐×ķ└²Ż¼░┤ęÄ(gu©®)Č©╩Ūī┘A2╝ē╚²ŅÉ╚▌Ų„ĪŻ
1ĪóC-10/14.5ą═ÜõÜŌā”ÜŌ╣▐įO(sh©©)ėŗ(j©¼)ĮY(ji©”)śŗ(g©░u)╩ŠęŌłD╚ńŽ┬łD1╦∙╩ŠĪŻ
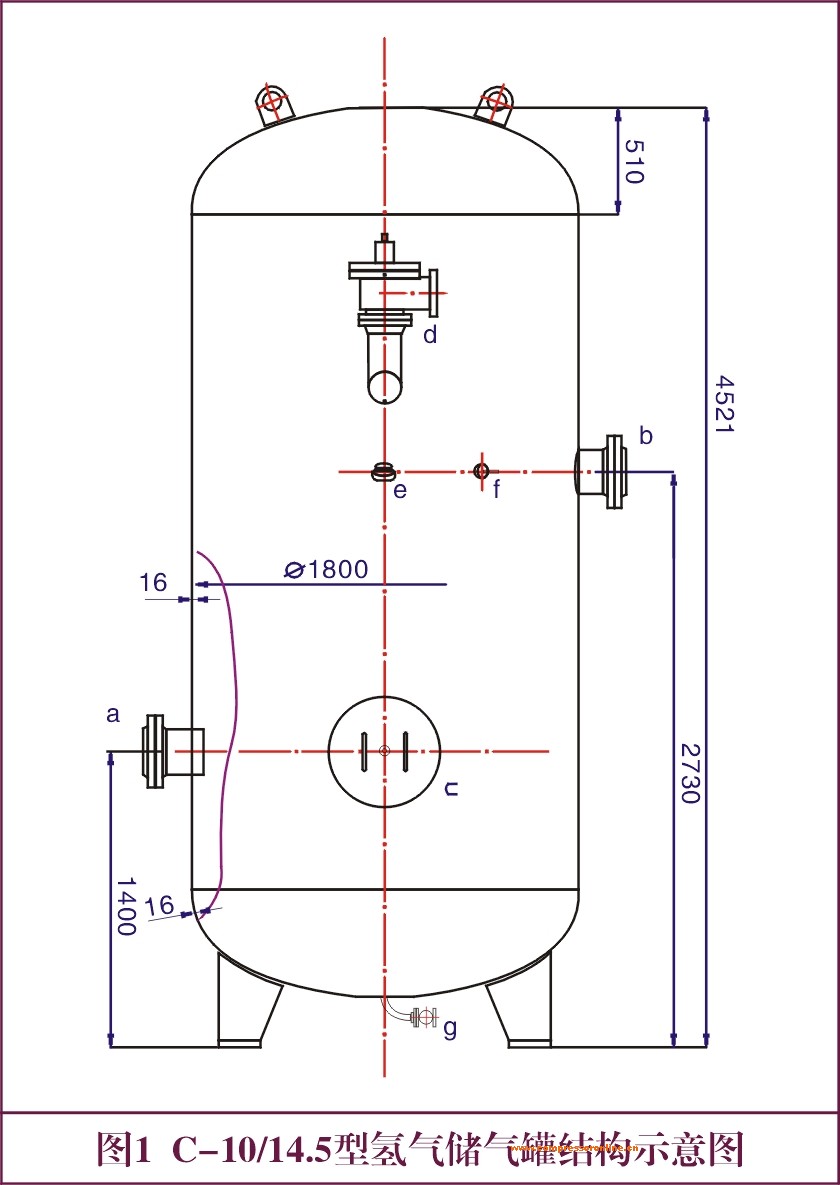
2ĪóC-10/14.5ą═ÜõÜŌā”ÜŌ╣▐D(zhu©Żn)N1800Ż¼V=10m3ųŲįņ╝╝ąg(sh©┤)ę¬Ū¾Ż║
ó± ╗∙▒ŠöĄ(sh©┤)ō■(j©┤)
įO(sh©©)ėŗ(j©¼)ē║┴” 1.65MPa ╚▌ĘeŅÉäe ╚²ŅÉ
ūŅĖ▀╣żū„ē║┴” 1.45MPa ╬’┴Ž├¹ĘQ H2
įO(sh©©)ėŗ(j©¼)£žČ╚ 150 Īµ ╬’┴Ž╠žąį ęū╚╝ęū▒¼
╣żū„£žČ╚ 100Īµ ┘|(zh©¼)┴┐įO(sh©©)éõā¶ųž3750kg
╦«ē║įć“×(y©żn)ē║┴” 2.1MPa │õØM╦«ųž13750kg
ÜŌ├▄ąįįć“×(y©żn)ē║┴” 1.65MPa Ę©ęÄ(gu©®)Ż║99░µĪČē║┴”╚▌Ų„░▓╚½╝╝ąg(sh©┤)▒O(ji©Īn)▓ņęÄ(gu©®)│╠ĪĘ
╚▌Ęe 10m3 GB150-1998ĪČõōųŲē║┴”╚▌Ų„ĪĘ
ų„ę¬╩▄ē║į¬╝■▓─┴Ž 16MnRŻ¼16Mnó“įO(sh©©)ėŗ(j©¼)ś╦(bi©Īo)£╩(zh©│n) HG20580-20585-1998
ó“ įO(sh©©)ėŗ(j©¼)öĄ(sh©┤)ō■(j©┤)
Ė»╬gįŻČ╚ 2.0mm ĘŌŅ^Ė„▓┐╬╗īŹ(sh©¬)£y║±Č╚▓╗ąĪė┌14.5mm
║ĖĮėĮėŅ^ŽĄöĄ(sh©┤)AŅÉ1.0
BŅÉ1.0
░▓╚½ķyą═╠¢A42Y-40Ż¼DN50
░▓╚½ķyķ_åóē║┴” 1.22MPa
ó¾ ųŲįņĪóÖz“×(y©żn)╝░“×(y©żn)╩š
ś╦(bi©Īo)£╩(zh©│n)ĪóęÄ(gu©®)ĘČGB150-98ĪČõōųŲē║┴”╚▌Ų„ĪĘ99░µŻ¼ĪČ╚▌ęÄ(gu©®)ĪĘ
▓─┴Žę¬Ū¾Ż║Ę¹║ŽĪČ╚▌ęÄ(gu©®)ĪĘĄ┌10ŚlęÄ(gu©®)Č©
¤oōpÖz£yŻ║GB/T3323-2005ĪČĮī┘╚█╗»║Ė║ĖĮėĮėŅ^╔õŠĆššŽÓĪĘ
║ĖĮėęÄ(gu©®)│╠Ż║JB/T4709-2000ĪČõōųŲē║┴”╚▌Ų„║ĖĮėęÄ(gu©®)│╠ĪĘ
JB4708-2000ĪČõōųŲē║┴”╚▌Ų„║ĖĮė╣ż╦ćįuČ©ĪĘ
║ĖĮėĮėŅ^ŅÉäeAĪóBŅÉ100%╔õŠĆ┐žųŲ DŅÉ100%┴ūĘ█Öz£y
¤oōpÖz£yś╦(bi©Īo)£╩(zh©│n) AĪóBŅÉJB4730-94ó“╝ē║ŽĖ± JB4730-94╣ż╝ē║ŽĖ±
¤ß╠Ä└Ēę¬Ū¾ │²æ¬(y©®ng)┴”╗ž┤¾¤ß╠Ä└ĒŻ©įć░Õ═¼Āt¤ß╠Ä└ĒŻ®ėąūįäė(d©░ng)£žČ╚ėøõøŪ·ŠĆ
╣▄┐┌╝░ų¦ū∙ĘĮĘ© ░┤įO(sh©©)ėŗ(j©¼)łD ▒Ē├µ╠Ä└Ē śėÖC(j©®)ų╗═┐╝tĄż║±0.04
ė═ŲßĪó═┐čb░³čb JB/T4711-2003ĪČē║┴”╚▌Ų„═┐Ųß┼c═┐Ę¾░³čbĪĘ
Ųõ╦³ę¬Ū¾ 1ĪóĄ§Č·āH╣®ŲĄ§įO(sh©©)éõ
2Īó╣▄Ę©╠m┼õī”╣®æ¬(y©®ng)
ó¶ ║ĖŚl▒ĒŻ©╚ń▒Ē2Ż®

┬±╗Ī║Ė║ĖĮzõō╠¢Ż║16MnRų«ķgH10Mn2Ż¼║Ėä®┼Ų╠¢Ż║HT431
║ĖĮėĮėŅ^ą═╩Į╝░│▀┤ń│²łDųąūó├„═ŌŻ¼░┤HG20583-1998ųąęÄ(gu©®)Č©ĪŻAĪóBŅÉ║ĖĮėĮėŅ^ęŖ╣Ø(ji©”)³c(di©Żn)łDŻ¼Įė╣▄┼c═▓¾wĪóĘŌŅ^DŅÉ║ĖĮėĮėŅ^ęŖ╣Ø(ji©”)³c(di©Żn)łDĪŻ
ĮŪ║Ė┐pĮėŅ^Ą─║ĖĮŪ░┤▌^▒Ī░ÕĄ─║±Č╚Ż¼Ę©╠mĄ─║ĖĮė░▓ŽÓæ¬(y©®ng)Ę©╠mś╦(bi©Īo)£╩(zh©│n)ųąĄ─ęÄ(gu©®)Č©ĪŻ
ó§ ╣▄┐┌▒ĒŻ©ęŖ▒Ē3Ż®

ē║┴”╚▌Ų„Öz£y
ć°╝ę┘|(zh©¼)Öz┐éŠųīŹ(sh©¬)ąąē║┴”╚▌Ų„ųŲįņ┘YĖ±įS┐╔ųŲČ╚║═«a(ch©Żn)ŲĘ░▓╚½ąį─▄ÅŖ(qi©óng)ųŲ▒O(ji©Īn)ČĮÖz“×(y©żn)ųŲČ╚Ż¼Ę▓ūŅĖ▀╣żū„ē║┴”≥0.1MPaŻ©▒Ēē║Ż®Ż¼ŪęPV≥2.5MPa·Lęį╝░╣½ĘQ╣żū„ē║┴”≥0.2MPaŻ©▒Ēē║Ż®ŪęPV≥1.0MPa·LĄ─ē║┴”╚▌Ų„Č╝Ą├Įė╩▄▒O(ji©Īn)ÖzĪŻ╚ńųŲįņĄ─ē║┴”╚▌Ų„įO(sh©©)ėŗ(j©¼)ē║┴”<10MPaŻ¼═¼Ģr(sh©¬)ūŅ┤¾ų▒ÅĮ<150mmŪę╦«╚▄Ęe<25LŻ¼ät¤oĒÜ╔Ļšłē║┴”╚▌Ų„ųŲįņįS┐╔ĪŻŠ▀ėąA1╝ē╗“A2╝ē╗“C╝ēē║┴”╚▌Ų„ųŲįņįS┐╔ūCĄ─Ų¾śI(y©©)╝┤Š▀éõD╝ēē║┴”╚▌Ų„ųŲįņįS┐╔┘YĖ±ĪŻŲõųąAĪóBĪóC╝ēē║┴”╚▌Ų„ų▒Įėė╔ÕüĀtē║┴”╚▌Ų„░▓╚½▒O(ji©Īn)▓ņŠųųąć°╠žĘNįO(sh©©)éõÖz£y蹊┐ųąą─▒O(ji©Īn)ÖzŻ¼Č°D╝ēē║┴”╚▌Ų„ė╔╩Ī╩ąĄžĘĮÕüÖz╦∙Š▀¾wīŹ(sh©¬)╩®▒O(ji©Īn)ÖzĪŻ
ė╔ė┌D1D2╝ēē║┴”╚▌Ų„ųŲįņ┘YĖ±å╬╬╗▀^ČÓŻ¼Ģr(sh©¬)ķg╔ŽĖ∙▒ŠüĒ▓╗╝░╚½├µ╔Ņ╚ļ▒O(ji©Īn)ÖzŻ¼ėąĄ─ų╗─▄Å─╚▌Ų„┘|(zh©¼)┴┐ūC├„Ģ°╔Ž┐┤┐┤Š═╔wš┬Ż¼╝ėų«▒O(ji©Īn)Öz╚╦åT┤¾ČÓ╩Ū─Ļ▌pę╗┤·Ż¼▓╗╩ņŽżįO(sh©©)ėŗ(j©¼)Ż¼Č°╚▌Ų„┘|(zh©¼)┴┐įO(sh©©)ėŗ(j©¼)╩ŪøQČ©ąįĄ─Ż¼ī”ųŲįņå╬╬╗Ą─╔·«a(ch©Żn)Ūķør║═┘|(zh©¼)▒Ż¾wŽĄ▀\(y©┤n)▐D(zhu©Żn)Ą╚╚▒Ę”╔Ņ╚ļ┴╦ĮŌŻ¼╚▒Ę”īŹ(sh©¬)ļHĮø(j©®ng)“×(y©żn)Ż¼▀@ą®╬ęéā│Żšf▒O(ji©Īn)╣▄▓╗┴”ĪŻė╔ė┌ē║┐sÖC(j©®)ąąśI(y©©)═¼ąą▓╗═¼ą─Ż¼ų╗ėąār(ji©ż)Ė±ĖéĀÄŻ¼ø]ėą╝╝ąg(sh©┤)ĖéĀÄ║═┘|(zh©¼)┴┐ĖéĀÄŻ¼╝ė╔Žėąą®▓╗ķ_├„ė├æ¶▒M┴┐ē║Ą═ār(ji©ż)Ė±Ż¼ė╔ė┌ė├æ¶Ż©─Ļ▌pę╗┤·Ż®▓╗Č«ē║┴”╚▌Ų„Ż¼╦∙ęįėąą®ųŲįņÅS═Ą╣ż£p┴ŽĪó┼¬╠ōū„╝┘īė│÷▓╗ĖFŻ¼╔§ų┴▀B╦«ē║įć“×(y©żn)ÜŌ├▄ąįįć“×(y©żn)Č╝▓╗ū÷Ż¼╦∙ęįD1D2╝ēē║┴”╚▌Ų„80%ęį╔Ž×ķ▓╗║ŽĖ±ŲĘŻ¼┤µį┌░▓╚½ļ[╗╝ĪŻ╚ń2005─Ļ3į┬13╚š¤oÕaā╔┤¾ł¾(b©żo)╝ł░l(f©Ī)▒Ē▀@śė╬─š┬Ż║¤oÕaąĪą═Ų¾śI(y©©)┘|(zh©¼)┴┐▒O(ji©Īn)ČĮ▓┐ķT│ķ▓ķĮY(ji©”)╣¹86%Ą─╣żÅS«a(ch©Żn)ŲĘČ╝╩Ū“┤╬ŲĘ”╝┤▓╗║ŽĖ±«a(ch©Żn)ŲĘŻ¼┤¾▓┐ĘųąĪą═Ų¾śI(y©©)┘|(zh©¼)┴┐ęŌūR▓╗ÅŖ(qi©óng)Ż¼═Ą╣ż£p┴ŽŻ¼ų╗┐╝æ]Ų¾śI(y©©)č█Ū░└¹ęµŻ¼ø]ėą×ķŲ¾śI(y©©)Ą─ķL▀h(yu©Żn)└¹ęµ║═Ų¾śI(y©©)Ą─░l(f©Ī)š╣ų°ŽļŻ¼Ė³ø]ėą┐╝æ]Ž¹┘M(f©©i)š▀└¹ęµ║═╔ńĢ■░l(f©Ī)š╣ĪŻ
┴Ē═ŌŻ¼ĪČ╚▌ęÄ(gu©®)ĪĘųŲČ╚╔Žę▓ėą▓╗ē“═Ļ╔Ųų«╠ÄŻ¼▓╗īŹ(sh©¬)ąąäė(d©░ng)æB(t©żi)╣▄└ĒŻ¼Å─82─Ļ4į┬1╚šĄ┌ę╗░µĄ─ĪČ╚▌ęÄ(gu©®)ĪĘĄĮ91─Ļ1į┬Ą─Ą┌Č■░µĪČ╚▌ęÄ(gu©®)ĪĘ╩╝ĮKø]ėą“增¤(z©”)”ųŲČ╚ęÄ(gu©®)Č©ĪŻų▒ĄĮ2004─Ļ1į┬1╚šŲĪČÕüĀtē║┴”╚▌Ų„ųŲįņ▒O(ji©Īn)ČĮ╣▄└Ē▐kĘ©ĪĘĄ┌╬Õš┬Ą┌Č■╩«Š┼ŚlęÄ(gu©®)Č©“Å─╩┬░▓╚½▒O(ji©Īn)▓ņĪóįS┐╔īÅ▓ķĪó▒O(ji©Īn)ČĮÖz“×(y©żn)╣żū„╚╦åTŻ¼╬┤░┤▒Š▐kĘ©Ą─ęÄ(gu©®)Č©┬─ąą┬Üž¤(z©”)Ż¼×Eė├┬ÜÖÓ(qu©ón)Ż¼═µ║÷┬Ü╩žŻ¼ß▀╦Į╬Ķ▒ūŻ¼śŗ(g©░u)│╔ĘĖū’Ą─Ż¼ę└Ę©ūĘŠ┐ą╠╩┬ž¤(z©”)╚╬Ż╗╔ą╬┤śŗ(g©░u)│╔ĘĖū’Ą─Ż¼ę└Ę©ĮoėĶąąš■╠ÄĘųĪŻ”Ą┌╚²╩«Ślī”╬»═ą╚▌Ų„▒O(ji©Īn)ÖzÖC(j©®)śŗ(g©░u)ę▓ėąę¬Ū¾ĪŻå¢ž¤(z©”)║▄ųžę¬Ż¼┼eę╗└²Ż║ų°├¹Ą─┤¾Č╔║ė╔ŽŻ¼ŪÕ│»┐Ą╬§╗╩Ą█ą▐įņĄ─ĶF╦„ś“Ż©╣½ł@1705─Ļų┴Į±╚²░┘ČÓ─ĻŻ®ę╗╚fČ■Ū¦ČÓéĆ(g©©)ĶFµ£Ż¼├┐éĆ(g©©)µ£╔ŽČ╝┤“╔Ž└ŽĶF╣żĄ─ėĪėøŻ¼ŽÓ«ö(d©Īng)ė┌ē║┴”╚▌Ų„Ż©║¼╣ż╦ć╣▄Ą└Ż®║Ė╣żėĪėøŻ¼╚ń╣¹──ę╗éĆ(g©©)µ£ūė│÷┴╦┘|(zh©¼)┴┐å¢Ņ}Ż¼Č╝╩Ūę¬ūĘŠ┐ž¤(z©”)╚╬Ż¼Ž╚ę¬┤“Č■░┘░ÕūėŻ¼ų▒ĄĮū°└╬ÜóŅ^ĪŻ
ī”ė┌ųą╩»╗»įO(sh©©)éõŻ¼×ķ┴╦┤_▒Żē║┴”╚▌Ų„░▓╚½▀\(y©┤n)ąąŻ¼▒Żūo(h©┤)╚╦├±╔·├³░▓╚½Ż¼┤┘▀M(j©¼n)ć°├±Įø(j©®ng)Ø·(j©¼)░l(f©Ī)š╣Ż¼│²┴╦╔Ž╩÷Ė„╝ē▒O(ji©Īn)Öz═ŌŻ¼▀Ćę¬ėąė├æ¶╝sšłĄ┌╚²ĘĮėą┘Y┘|(zh©¼)Ą─å╬╬╗▒O(ji©Īn)ÖzŻ¼▒O(ji©Īn)Öz┘M(f©©i)×ķē║┐sÖC(j©®)╩█ār(ji©ż)Ą─1%Ż¼ė╔ė├æ¶å╬¬Ü(d©▓)ų¦ĖČĪŻÅ─īŹ(sh©¬)█`┐┤Ż¼Ę▓ć°╝ęųž³c(di©Żn)ĒŚ(xi©żng)─┐Ą─ē║┐sÖC(j©®)╝░ē║┴”╚▌Ų„ūŅ║├šł║ŽĘ╩═©ė├ÖC(j©®)ąĄčąŠ┐į║üĒ▒O(ji©Īn)ÖzŻ¼ę“?y©żn)ķ╦³╩Ūć°╝ęē║┐sÖC(j©®)Öz£yįć“×(y©żn)ųąą─Ż¼ėų╩Ū╚½ć°ē║┴”╚▌Ų„ś╦(bi©Īo)£╩(zh©│n)Üw┐┌å╬╬╗Ż¼Č°Ūę▒O(ji©Īn)ÖzĢr(sh©¬)ķgę▓▒╚▌^ķLŻ¼ę╗░Ńę¬Äū╠ņĢr(sh©¬)ķgŻ¼Å─łD╝łķ_╩╝Ż¼Ė„ĘN┘|(zh©¼)┴┐ėøõøÖz“×(y©żn)┘Y┴ŽŻ¼XŲ¼╝░īŹ(sh©¬)╬’║═▓─┴ŽÄņĄ╚Č╝ę¬ųž³c(di©Żn)│ķ“×(y©żn)ĪŻ═©▀^▓─┴ŽęŲų▓ś╦(bi©Īo)ėø║Ė╣żõōėĪÖz“×(y©żn)╝░ś╦(bi©Īo)ėøX┼─Ų¼õōėĪ╔§ų┴╚▌Ų„įO(sh©©)ėŗ(j©¼)łD╔ŽįO(sh©©)ėŗ(j©¼)┘YĖ±ėĪš┬Č╝─▄īÅ▓ķ│÷ĪŻ╚ń¤oÕaĄžģ^(q©▒)D2╗“A2╝ēē║┴”╚▌Ų„Ż¼ėąą®å╬╬╗╬»═ą702╦∙įO(sh©©)ėŗ(j©¼)Ż¼2001─Ļėąę╗┼·łD╔Ž╔wĄ─įO(sh©©)ėŗ(j©¼)┘YĖ±ėĪš┬┼·£╩(zh©│n)╚šŲ┌96.6.25Ż¼ę“?y©żn)?─Ļėąą¦Ų┌Ż¼Č°ė╔ė┌╔ŽīėÖC(j©®)śŗ(g©░u)Ė─Ė’ĻP(gu©Īn)ŽĄė░Ēæ┴╦Ž┬ī┘╝░Ģr(sh©¬)Ė³ōQŻ¼įŁįO(sh©©)ėŗ(j©¼)š┬│¼▀^ėąą¦Ų┌Ż¼╝┤įO(sh©©)ėŗ(j©¼)┘YĖ±š┬╩Ū¤oą¦Ą─Ż¼╚ń▓╗╔wėąą¦š┬Š▄Į^▒O(ji©Īn)ÖzĪŻ║ŽĘ╩į║┼╔│÷Ą─Č╝╩ŪĮø(j©®ng)“×(y©żn)žSĖ╗╣żū„šJ(r©©n)šµĄ─└ŽīŻ╝ęĪŻ
─Ū├┤Ż¼82.4.1Ą┌ę╗░µĪČ╚▌ęÄ(gu©®)ĪĘų«Ū░Ż¼ē║┐sÖC(j©®)ē║┴”╚▌Ų„Ą─įO(sh©©)ėŗ(j©¼)ėŗ(j©¼)╦ŃĪóųŲįņĪó░▓čbĪóÖz“×(y©żn)Ą╚Č╝╩Ū▓╔ė├įŁ╠K┬ō(li©ón)ŽÓĻP(gu©Īn)ś╦(bi©Īo)£╩(zh©│n)ĪóįO(sh©©)ėŗ(j©¼)ęÄ(gu©®)Č©║═Ę©ęÄ(gu©®)Ż¼īŹ(sh©¬)█`ūC├„╠K┬ō(li©ón)Ą─ś╦(bi©Īo)£╩(zh©│n)╩Ū░▓╚½┐╔┐┐Ą─ĪŻ«ö(d©Īng)Ģr(sh©¬)╣żśI(y©©)īW(xu©”)┤¾æcĢr(sh©¬)┤·ī”┘|(zh©¼)┴┐ę╗Įz▓╗ŲłŻ¼┬Ü╣żĄ─ų„╚╦╬╠ž¤(z©”)╚╬ą─║▄║├Ż¼╔ńĢ■’L(f©źng)ÜŌ▀h(yu©Żn)▒╚¼F(xi©żn)į┌║├ĪŻų╗ėą╩«─Ļäė(d©░ng)üy─Ļ┤·Ż¼ę“?y©żn)ķ║Ž└ĒĄ─ę?gu©®)š┬ųŲČ╚Č╝ŲŲē─┴╦Ż¼╦∙ęį░l(f©Ī)╔·┴╦Äū┤╬┤¾▒¼š©Ż¼╚ń67─Ļ┤¾æc¤ÆÅS░l(f©Ī)╔·Ė▀ē║╝ėÜõčbų├┤¾▒¼š©Ż¼¼F(xi©żn)ł÷48├¹╝╝ąg(sh©┤)╣ŪĖ╔¤oę╗ąę├ŌŻ¼76─Ļ9į┬╩»ė═╚²ÅSĖ▀ē║╝ėÜõ▄ćķg┤¾▒¼š©Ż¼«ö(d©Īng)░Ó╣ż╚╦╚½▓┐é¹═÷Ż¼ŲõĀŅ▒╚æ(zh©żn)ĀÄĖ³æK┴ęĪŻ
Ė─Ė’ķ_Ę┼80─Ļ┤·ęį║¾ėųę²▀M(j©¼n)┴╦╩└Įń╔ŽŽ╚▀M(j©¼n)╣żśI(y©©)ć°╝ę╚ń├└ć°ē║┴”╚▌Ų„┘|(zh©¼)┴┐▒ŻūC║═ŅI(l©½ng)╚ĪASMEųŲįņįS┐╔ūCĄ─ś╦(bi©Īo)£╩(zh©│n)Ę©ęÄ(gu©®)Ż¼ī”ē║┴”╚▌Ų„Č╝╩ŪīŹ(sh©¬)ąąć└(y©ón)Ė±Ą─┐žųŲŅA(y©┤)Ę└ĪŻē║┴”╚▌Ų„īŹ(sh©¬)ąą▒O(ji©Īn)Öz║═╣żÅSūį╬ę┐žųŲŽÓĮY(ji©”)║ŽĄ─ĘĮĘ©Ż¼▓╗─▄šJ(r©©n)×ķ▒O(ji©Īn)Öz┐╔ęįĘ┼╦╔Öz“×(y©żn)Ż¼╚ń│÷┴╦ųž┤¾┘|(zh©¼)┴┐å¢Ņ}Ż¼Ų¾śI(y©©)ąąš■žō(f©┤)ž¤(z©”)╚╦╝░┘|(zh©¼)▒Ż╣ż│╠ĤŠ═Ąž├Ō┬ÜŻ¼▀Ćę¬Įø(j©®ng)Ø·(j©¼)┘rāöĪŻīŹ(sh©¬)█`ūC├„Ż¼▀@ī”ųŲų╣┤ųųŲ×EįņŻ¼┤_▒Żē║┴”╚▌Ų„░▓╚½Ż¼Č┼Į^É║ąį╩┬╣╩░l(f©Ī)╔·╩Ūąąų«ėąą¦Ą─▐kĘ©ĪŻ
ęŌęŖĮ©ūh
1Īóęū╚╝ėąČŠĮķ┘|(zh©¼)Ą─░▓╚½ķyĮY(ji©”)śŗ(g©░u)æ¬(y©®ng)įōĖ─▀M(j©¼n)
╩»╗»čbų├─┐Ū░Ųš▒ķ╩╣ė├Ą─Ė„ĘN╚½åóķ]╩Į░▓╚½ķyŻ¼╩Ū▓╗Ę¹║ŽĪČ╚▌ęÄ(gu©®)ĪĘĄ─ŽÓĻP(gu©Īn)ęÄ(gu©®)Č©Ż║ę¬į┌ŠĆąŻ“×(y©żn)ĪŻ¼F(xi©żn)į┌Ą─ę╗ą®┴„ąąĮY(ji©”)śŗ(g©░u)į┌ŠĆ▓╗─▄ąŻ“×(y©żn)Ż¼│╔×ķ░▓╚½ļ[╗╝ĪŻ▀ĆėąÅŖ(qi©óng)ųŲąįć°ś╦(bi©Īo)GB50231-98ĪČÖC(j©®)ąĄįO(sh©©)éõ░▓čb╣ż│╠╩®╣ż╝ē“×(y©żn)╩š═©ė├ęÄ(gu©®)ĘČĪĘęÄ(gu©®)Č©Ż║░▓╚½ķyĄ─äė(d©░ng)ū„Ż¼æ¬(y©®ng)į┌ŠĆ▀M(j©¼n)ąąöĄ(sh©┤)┤╬įć“×(y©żn)▀_(d©ó)ĄĮš²┤_Īóņ`├¶║═┐╔┐┐ĪŻėąĄ─░▓╚½╩┬╣╩├Į¾wł¾(b©żo)Ą└šf╣ż╚╦▓┘ū„▓╗«ö(d©Īng)ę²ŲŻ¼īŹ(sh©¬)ļH╔Ž▓┐ĘųįŁę“╩Ū░▓╚½ķy▓╗Ųū„ė├╗“ķ_åó║¾ē║┴”└^└m(x©┤)╔²Ė▀│¼ē║Č°ę²Ų▒¼š©Ą─ĪŻ╬ęį┌ÄūéĆ(g©©)¤Æė═čbų├ć°╝ęųž³c(di©Żn)╣ż│╠ē║┐sÖC(j©®)ąį─▄Ą─š{(di©żo)įćųą┐┤ĄĮŻ¼░▓čbĮ©įO(sh©©)╣½╦ŠĄ─╝╝ąg(sh©┤)╚╦åTī”░▓╚½ķyĄ─į┌ŠĆąŻ“×(y©żn)ėąŲ½ęŖŻ¼Č°į┌▓╔ė├N2Č©ē║ĪŻ▀@īŹ(sh©¬)ļH╔Ž╩Ūč┌Č·▒IŌÅŻ¼ę“?y©żn)ķ░▓╚½ķyĄ─ņ`├¶Č╚╝░┼┼Ę┼─▄┴”Ą├▓╗ĄĮ“×(y©żn)ūCŻ¼æ¬(y©®ng)įō╩Ū░▓╚½ķyę╗ķ_åó╣▄Ą└ē║┴”±R╔ŽŠ═ĮĄĄ═Ż¼Č°ŪęŲ╠°╚²┤╬ęį╔ŽČ╝┐╔┐┐Ż¼▓┼Ģ■┤_▒Żē║┴”╚▌Ų„╝░╣ż╦ć╣▄Ą└░▓╚½ĪŻŠ▀¾wį┌ŠĆąŻ“×(y©żn)ĪČ╚▌ęÄ(gu©®)ĪĘĄ┌156ŚlėąęÄ(gu©®)Č©ĪŻ
ŲõīŹ(sh©¬)į┌Ė─Ė’ķ_Ę┼Ū░Ż¼Õaē║ė╔╬ęįO(sh©©)ėŗ(j©¼)Ą─░▓╚½ķyĮY(ji©”)śŗ(g©░u)╩Ū┐╔ęįį┌ŠĆš{(di©żo)╣Ø(ji©”)Ą─Ż¼│÷ÅSŪ░╬ęéāČ╝į┌ŠĆš{(di©żo)╣Ø(ji©”)Ż¼ėąĢr(sh©¬)▒▒Š®╩»ė═įO(sh©©)ėŗ(j©¼)į║┘Y╔Ņ╣ż╦ćĤäó║ń╝░ģŪäP├¶ę╗ŲÄ═╬ęéāš{(di©żo)įćŻ¼ėąĢr(sh©¬)╔┘┴┐¤Æė═╣ż╦ć╔ŽąĶꬥ─░▓╚½ķyę▓Ž“Õaē║ėå┘ÅŻ¼▀@ĘNĮY(ji©”)śŗ(g©░u)╚Aųą╣żīW(xu©”)į║īŹ(sh©¬)┴Ģ(x©¬)ĦĻĀ(du©¼)└ŽīŹ(sh©¬)į┌72─Ļ9į┬┐éĮY(ji©”)▀^“░▓╚½ķyįO(sh©©)ėŗ(j©¼)┘Y┴Ž”Ż¼Ą═ĪóųąĪóĖ▀ē║Č╝┐╔ęįĄ─ĪŻ
2Īó╣ż╦ć╣▄Ą└╝░╣▄╝■ąĶį÷╝ė16MnŲĘĘN
╣ż╦ć╣▄Ą└╩Ū┼cē║┴”╚▌Ų„║═ē║┐sÖC(j©®)Šo├▄ŽÓ▀BĄ─Ż¼╣żśI(y©©)╣▄Ą└ę▓╩Ū╠žĘNįO(sh©©)éõĪŻ¼F(xi©żn)į┌╩»╗»Ų¾śI(y©©)ÅSĘ┐═┴Į©╣ż│╠┴┐▓╗┤¾Ż¼ÖC(j©®)ĮM╩ĮįO(sh©©)éõĄ─░▓čb╣ż│╠┴┐ę▓▓╗┤¾Ż¼ūŅ┤¾Ūę▌^Å═(f©┤)ļsĄ─╩Ū╣ż╦ć╣▄Ą└Ż¼ėąą®ęū╚╝ęū▒¼Įķ┘|(zh©¼)Ą─ĒÜ100%┼─Ų¼Ż¼├┐Ą└║Ė┐┌ĒÜ┤“║Ė╣żõōėĪŻ¼▀Ćę¬ĘųČ╬ū÷ÜŌ├▄ąįįć“×(y©żn)ĪŻ20╠¢╩»ė═┴č╗»ė├¤o┐põō╣▄╩Ū║├▓─┴ŽŻ¼Ą½▒╚Ų16Mn▓─┴Ž┘|(zh©¼)ę“║¼C┴┐Ė▀0.04%Č°║ĖĮėąį─▄Ą═Ż¼║ĖĮėæ¬(y©®ng)┴”╔į┤¾Ż¼Č°σbσs▌^Ą═Ė³ų„ę¬╩Ūę“║¼Mn┴┐▌^Ą═Č°Ė»╬gąį▓ŅŻ¼16MnĄ─║¼Mn1.2~1.6Ż¼Č°ĶF┬Ęõō▄ē▓─┴ŽU-MnŻ©╣▓ėą10éĆ(g©©)õō╠¢Ż®║¼Mn┴┐1.35~1.65Ż¼┤¾╝ęČ╝│ąšJ(r©©n)─═Ė»╬gąį▌^║├Ż¼─▄ė├50─Ļ▓╗ōQĪŻ▀@└’Ēś▒Ń┼eČ■éĆ(g©©)└²ūėŻ║Ż©1Ż®ą┬Į«╠ņ╚╗ÜŌČ■─ĻŪ░ęč▀M(j©¼n)╚ļ¤oÕaŪ¦╝ę╚fæ¶Ż¼╚ļæ¶Ą─╠ņ╚╗ÜŌ╣▄Ą└╩╣ė├GB/T3091-2001╚╝?x©¼)ŌīŻė├Õāõ\╝ė║±╣▄Ż¼Ė∙ō■(j©┤)40ČÓ─ĻŪ░╩»ė═▓┐▒▒Š®įO(sh©©)ėŗ(j©¼)į║Įo╬ę20╠¢õō¤o┐põō╣▄▒┌║±┼c╣½ĘQē║┴”Ą─įO(sh©©)ėŗ(j©¼)ęÄ(gu©®)Č©Ż║╣½ĘQ═©ÅĮDg15Ż©1/2"Ż®▒┌║±3.25Ż¼─▄ė├ĄĮ80barŻ¼Č°īŹ(sh©¬)ļH╝ęė├╚╝?x©¼)Ō╩╣ė├ē║┴”×?000PaŻ¼╝┤200mmH2O╗“0.02barŻ¼Č°ÜŌ├▄ąįįć“×(y©żn)ē║┴”×ķ1000mmH2OŻ¼×ķ╩╣ė├ē║┴”Ą─5▒ČĪŻ╦∙ęįÜŌ├▄ąįįć“×(y©żn)ē║┴”×ķ╣½ĘQē║┴”Ą─1/800Ż¼─ŃšfÜŌ├▄ąįįć“×(y©żn)╬Ż▓╗╬ŻļU(xi©Żn)Ż┐ė╔ė┌╠ņ╚╗ÜŌ¤oĖ»╬gąįŻ¼Ė╔į’¤o╦«Ę▌╝ėų«╣▄Ą└ā╚(n©©i)▓┐ę▓Õāõ\Š∙ä“Ż¼╦∙ęį─▄ė├70─Ļ▓╗ōQĪŻŻ©2Ż®├└ć°į┌╝ė─├┤¾ę╗ū∙¤Æė═ÅSŻ¼╚²ĘN╬Õ┼_┤¾ą═Üõē║ÖC(j©®)║═ę╗┼_į┘╔·ÜŌē║┐sÖC(j©®)╩Ū├└ć°Äņ┼ÕĀ¢╣żśI(y©©)╣½╦ŠŻ©Cooper BessemerŻ®69─ĻųŲįņŻ¼70─Ļ═Č«a(ch©Żn)ĄĮ79─Ļł¾(b©żo)ÅUŻ¼īŹ(sh©¬)ļH▀\(y©┤n)▐D(zhu©Żn)9─ĻŻ¼ę“╣ż╦ć╣▄Ą└Ė»╬gę¬Ė³ōQÖzą▐╣ż│╠┴┐╠½┤¾Č°š¹éĆ(g©©)¤ÆÅSł¾(b©żo)ÅUŻ¼║¾üĒ┘uĮoŽŃĖ█┘M(f©©i)└Ž░ÕŻ¼▀@ą®ē║┐sÖC(j©®)ė╔╔Ž║ŻĮ╗┤¾ā╚(n©©i)╚╝ÖC(j©®)įć“×(y©żn)╦∙┤¾ą▐Ż¼¼F(xi©żn)į┌ė├į┌š┐ĮŁ¢|┼d╩»ė═Ų¾śI(y©©)ėąŽ▐╣½╦ŠĪŻ╦∙ęį╣ż╦ć╣▄Ą└║═ē║┴”╚▌Ų„ē█├³ķL╩ŪśO┤¾Ą─╣Ø(ji©”)╝sŻ¼├└ć°▓╗╩Ū┘Yį┤╣Ø(ji©”)╝są═ć°╝ęŻ¼╔·«a(ch©Żn)║═╔·╗Ņ└╦┘M(f©©i)ć└(y©ón)ųžŻ¼ūŅĮK▀Ć╩Ū░l(f©Ī)╔·Äū╩«─Ļę╗ė÷Ą─Įø(j©®ng)Ø·(j©¼)╬ŻÖC(j©®)Ż¼Å─é∙╚»ć°ūā?y©Łu)ķé∙ä?w©┤)ć°ĪŻ╬ęć°▒žĒÜę¬ū▀ūį╝║Ą─Ą└┬ĘŻ¼┼¼┴”Į©įO(sh©©)╣Ø(ji©”)─▄£p┼┼Ż¼┘Yį┤╣Ø(ji©”)╝są═ć°╝ęĪŻ
3Īó╬óą═┐šē║ÖC(j©®)Ą─ā”ÜŌ╣▐▓─┴Žæ¬(y©®ng)ė├▓╗õPõōOCr18Ni10TiŻ¼ę“ø]ėąĖ»╬gįŻČ╚Ż¼┐╔ęį£p▌pųž┴┐ĪŻ
═¼Ģr(sh©¬)╝ęė├Ų¹▄ć▌å╠ź│õÜŌ║═╝ęė├ąĪą═│╔╠ū’L(f©źng)äė(d©░ng)╣żŠ▀Ż¼ā”ÜŌ╣▐╚▌Ęe┤¾┤¾┐sąĪŻ¼╚ńūįąą▄ć┤“ÜŌ═▓ø]ėąÜŌ░³Ż¼▓╗ė├╠╝õōČ°ė├õX║ŽĮŻ¼ųž┴┐ĮĄĄ═4▒ČŻ¼ų„ÖC(j©®)┐╔ęį┐┐ųŲ└õ╗Ņ╚¹ē║┐sÖC(j©®)ĮY(ji©”)śŗ(g©░u)ļŖÖC(j©®)┼cē║┐sÖC(j©®)ų▒┬ō(li©ón)Ż¼ę“┐╝æ]ć°═ŌŲ¹▄ćŲš╝░Ż¼Č°į┌╝ęĄ─┼«╩┐ČÓ▀^─ą╩┐Ż¼╦∙ęįųž┴┐▒žĒÜ▌pŪ╔Ż¼┼«╩┐┴”ÜŌąĪĪŻ▀@śė╬óą═┐šē║ÖC(j©®)┐╔ęįė├Äū╩«─ĻŻ¼▓╗Ģ■Ž±ę║╗»ÜŌŲ┐┴∙─Ļ▒žĒÜĖ³ōQŻ¼╩ął÷Ū░Š░╩Ū║├Ą─ĪŻĄ½┤╦ĘN╬óą═ā”ÜŌ╣▐▓╗─▄ĄĮ╠ÄįņŻ¼ę¬╝»ųą┤¾┼·┴┐Ż¼╚ń▀^╚ź╔Ž║Ż╬óą═┐šē║ÖC(j©®)ÅSĄ─ā”ÜŌ╣▐╣®æ¬(y©®ng)╚A¢|═¼ąąĪŻ¼F(xi©żn)į┌ęč▀M(j©¼n)╚ļ╩ął÷Įø(j©®ng)Ø·(j©¼)Ģr(sh©¬)┤·Ż¼æ¬(y©®ng)Ė─ūāé„Įy(t©»ng)ė^─ŅŻ¼▒M┴┐▀_(d©ó)ĄĮ╣ż╦ćąįģf(xi©”)ū„Ż¼«ö(d©Īng)╚╗Ż¼▀@ę¬ū±čŁ║Žū„╣▓┌AĄ─įŁätĪŻ¤oÕa░ó╠ž└Ł╦╣·┐ŲŲš┐┬ē║┐sÖC(j©®)ėąŽ▐╣½╦ŠŠ═╩Ū▀@├┤ū÷Ą─Ż¼┬▌ŚUē║┐sÖC(j©®)Ą─ē║┴”╚▌Ų„╩Ū┼cÕaē║╚▌Ų„╣½╦Šģf(xi©”)ū„Ą─ĪŻį┘╚ń2005─Ļą┬Į©Ą─╔Ž║Ż¢|ĘĮē║┐sÖC(j©®)ųŲįņėąŽ▐╣½╦ŠŻ¼īŻķT╔·«a(ch©Żn)┤¾ą═╣ż╦ćė├╚▌Ęe╩Įē║┐sÖC(j©®)Ż¼Ą½įōÅS100%┴Ń▓┐╝■╩Ū═Ōģf(xi©”)Ą─Ż¼ÅS└’āHėąę╗éĆ(g©©)┤¾Ą─čb┼õįć▄ć▄ćķg╝░┼õ╠ūÄņŻ¼╚½ł÷āH▓╗ūŃ░┘├¹åT┬Ü╣żĪŻ═Ōģf(xi©”)┘|(zh©¼)┴┐ę╗░Ń▒╚ūį╝║▀Ćę¬║├Ż¼╚ńųą╚š║Ž┘Yę╦┼d▒▒║ŻĘŌŅ^ėąŽ▐╣½╦ŠŻ¼ėąę╗ĪóČ■Īó╚²ŅÉē║┴”╚▌Ų„ĘŌŅ^įS┐╔ūCŻ¼╔·«a(ch©Żn)Ą─ĘŌŅ^┘|(zh©¼)┴┐ć°ā╚(n©©i)¬Ü(d©▓)š╝÷ŚŅ^ĪŻÕaē║╔·«a(ch©Żn)Ą─DW-2.62/4-250-XCNGē║┐sÖC(j©®)Ż¼Ųõ4╝ē╣▄Üż╩Į└õģsŲ„╣żū„ē║┴”25MPaŻ¼╩Ū┼c¤oÕa╩ą╩»╗»įO(sh©©)éõėąŽ▐╣½╦Šģf(xi©”)ū„Ą─Ż¼įō╣½╦ŠėąA1╝ēųŲįņįS┐╔ūCĪŻĘ▓AĪóBĪóC╝ē┘Y┘|(zh©¼)įS┐╔ūCČ╝╩Ūė╔ųąć°╠žĘNįO(sh©©)éõÖz£y蹊┐ųąą─░l(f©Ī)ūCŻ¼4─Ļę╗┤╬Ą─ōQūCÅ═(f©┤)īÅę▓╩ŪŽ±│§īÅę╗śėć└(y©ón)Ė±ĪóšJ(r©©n)šµĪó╚½├µŻ¼ę╗Įz▓╗ŲłĪŻ╚ń¤oÕaÕüĀtÅSę╗┼_A╝ē10MPaĖ▀ē║ÕüĀtÅ═(f©┤)īÅųąę▓ąĶꬎ±Õaē║ĮĶę╗┼_VF-1.25/200ą═Ė▀ē║┐šē║ÖC(j©®)Ż¼ė╔ė┌╠m╠ņųž╣ż║═¤oÕaÕüĀtķLČ╝šf▀@┼_┐šē║ÖC(j©®)╩Ūūį╝║▒žéõįO(sh©©)éõŻ¼╦∙ęįģRł¾(b©żo)┘Y┴ŽČ╝ėąįņ╝┘Žėę╔Č╝─▄īÅ▓ķ│÷üĒĪŻC-10/14.5Üõē║ÖC(j©®)ā”ÜŌ╣▐śėÖC(j©®)īŹ(sh©¬)╬’┘|(zh©¼)┴┐ĒÜ100%║ŽĖ±Ż¼žō(f©┤)ž¤(z©”)īŹ(sh©¬)╬’Öz“×(y©żn)Ą─ŚŅīŻ╝ęÅ─╚ļ┐ū┼└▀M(j©¼n)╚źŻ¼100%AĪóBĪóD║Ė┐pšJ(r©©n)šµÖz“×(y©żn)Ż¼Į^ī”▓╗į╩įS═Ą╣ż£p┴ŽŻ¼╔§ų┴░╦éĆ(g©©)ž¤(z©”)╚╬╣ż│╠Ĥ║═┘|(zh©¼)▒Ż╣ż│╠Ĥ▓╗─▄╝µ┬ÜŻ¼ę“?y©żn)ķ╚▌Ų„įS┐╔ūC▐k╣½╩ęėąļŖ─XÖn░ĖĪŻ¤oÕa╩»╗»įO(sh©©)éõ╣½╦Š┘|(zh©¼)▒Ż╣ż│╠ĤÅ─║■▒▒ŲĖšłĄ─Į╠╩┌╝ēĖ▀╣żŻ¼¤oÕa╠m╠ņųž╣żšłĄ─╠Į鹞¤(z©”)╚╬╣ż│╠Ĥ└Ņč▄Ż¼ėąNDT-ó¾╝ē┘Y┘|(zh©¼)Ż¼ųąć°¤oōpÖz£yīW(xu©”)Ģ■╔õŠĆīŻśI(y©©)╬»åTĢ■Ė▒ų„╚╬Ą╚┘YÜvŻ¼ę“ėą┴Ēę╗╝ęå╬╬╗ŲĖ╚╬Ż¼▓╗─▄ųžÅ═(f©┤)Ż¼ų╗║├ĄĮ╔Ž║Ż┴ĒšłĪŻę“┤╦╬ęšJ(r©©n)×ķAĪóBĪóC╝ēē║┴”╚▌Ų„«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐╩Ū═Ļ╚½Ę┼ą─Ż¼Õaē║Ą─CNG«a(ch©Żn)ŲĘ╩Ū░▓╚½┐╔┐┐Ą─Ż¼▓╗Ą½¤oÕa╬Õū∙╝ėÜŌšŠCNGē║┐sÖC(j©®)╣▓10┼_Ż¼▀Ć│÷┐┌░═╗∙╦╣╠╣8┼_ĪŻ╠ņ╚╗ÜŌ╣½Į╗▄ć╔Žčbų°6ų╗20MPa╠ņ╚╗ÜŌĖ▀ē║Ų┐Ż¼╦ŠÖC(j©®)éāķ_╩╝šJ(r©©n)×ķ╩ŪČ©Ģr(sh©¬)****Ż¼Ą½┤╦ŅÉĖ▀ē║▒žĒÜėąB2╝ē┘Y┘|(zh©¼)Ą─å╬╬╗ųŲįņ═Ļ╚½Ę┼ą─Ż¼š²Ž±┤¾╝ęī”O2ÜŌŲ┐ę╗śėĘ┼ą─ĪŻ╬ęį┌╣½Į╗šŠ╔ŽĄ╚▄ćŻ¼ėąĢr(sh©¬)Äū▌v▄ć═¼Ģr(sh©¬)ĄĮŻ¼╬ęģsīŻķT│╦ū°ėą“ŠG╔½Łh(hu©ón)▒ŻĮ╗═©”Ą─╣½Į╗▄ćŻ¼š²Ž±įSČÓ╚╦Ž▓Üg’L(f©źng)Š░ģ^(q©▒)┬├ė╬ę╗śėĄ─ą─└ĒĪŻ
╬ę▀ĆėøĄ├ę╗╝■╩┬Ż¼40─ĻŪ░╬─Ė’│§Ų┌Ż¼ėą╚╦╠ß│÷īóC2ā”ÜŌ╣▐═▓¾wĘŌŅ^▒┌║±Å─8Ė─ĄĮ6Ż¼ę“ėą▓╗═¼ęŌęŖŠ═ū÷įć“×(y©żn)Ż¼╬ęéāįćū÷┴╦ę╗┼_6mm║±20gĄ─ā”ÜŌ╣▐ĪŻ═▓¾wĘŌŅ^ā╚(n©©i)ÅĮ1000Ż¼▒┌║±8Ż¼20gõō░ÕŻ¼«ö(d©Īng)Ģr(sh©¬)ø]ėąūįäė(d©░ng)║Ė╝░ÜÕ╗Ī║Ė┤“ĄūŻ¼╦∙ęįAĪóBĪóDŅÉ║Ė┐p╚½▓┐╩Ūļp├µ║Ė╚½║Ė═Ė╣Ø(ji©”)³c(di©Żn)Ż¼╦«ē║įć“×(y©żn)▀B└m(x©┤)ū÷┴╦╬Õ┤╬│¼ē║įć“×(y©żn)Ż¼ĮY(ji©”)╣¹Č╝╩ŪĄĮ┴╦1.9MPaē║┴”║¾į┘ę▓╔Ž▓╗╚ź┴╦Ż¼±R╔ŽĮĄĄĮ1.8MPaŻ¼Ž±ÜŌŪ“ę╗śė«a(ch©Żn)╔·╦▄ąįūāą╬Ż¼ā”ÜŌ╣▐ų▒ÅĮ╔ņķL╝s6mmŻ¼ę“Ė∙ō■(j©┤)╠K┬ō(li©ón)įO(sh©©)ėŗ(j©¼)ęÄ(gu©®)Č©░▓╚½ŽĄöĄ(sh©┤)▓╗ē“Ż¼╦∙ęįŠS│ųįŁįO(sh©©)ėŗ(j©¼)ĪŻę“┤╦Õaē║Ą─ā”ÜŌ╣▐Å─üĒø]ėą▒¼š©▀^Ż¼Õaē║ŲĘ┼Ųē║┐sÖC(j©®)╩Ū░▓╚½┐╔┐┐Ą─ĪŻ
▐D(zhu©Żn)▌dšłūó├„Ż║http://www.prucebear.com ╔ą┐Ų┐šē║ÖC(j©®)┼õ╝■ŠW(w©Żng)
Ą┬├╔┐šē║ÖC(j©®)┼õ╝■ŠW(w©Żng)ė╔Ą┬├╔Ż©╔Ž║ŻŻ®ē║┐sÖC(j©®)ąĄėąŽ▐╣½╦ŠŠÄ▌ŗų„▐kŻ¼┐é▓┐╬╗ė┌╔Ž║ŻŻ¼Ą┬├╔┐šē║ÖC(j©®)┼õ╝■ŠW(w©Żng)ōĒėą╚½ć°┐šē║ÖC(j©®)┼õ╝■ŅI(l©½ng)ė“ūŅŠ▀═Ļš¹Ą─ļŖūėöĄ(sh©┤)ō■(j©┤)┘Y┴ŽÄņŻ¼▒ŖČÓŲĘ┼ŲĄ─┐šē║ÖC(j©®)┼õ╝■«a(ch©Żn)ŲĘŻ¼╩Ūųąć°Ž¹┘M(f©©i)š▀▀x┘Å┐šē║ÖC(j©®)┼õ╝■«a(ch©Żn)ŲĘĄ─ųžę¬═ŠÅĮĪŻ
╔Žę╗Ślą┬┬ä: ┬▌ŚU╩Į┐šē║ÖC(j©®)ĮY(ji©”)śŗ(g©░u)ąį─▄蹊┐┼cĘų╬÷
Ž┬ę╗Ślą┬┬ä: ┐šē║ÖC(j©®)▀M(j©¼n)ÜŌ┐š×VąŠĄ─ŠSūo(h©┤)┼c▒ŻB(y©Żng)


┘Å╬’ųĖ─Ž
│ŻęŖå¢Ņ} ėå┘ÅĘĮĘ© ┬ō(li©ón)ŽĄ┐═Ę■ų¦ĖČĘĮ╩Į
╣½╦Š▐D(zhu©Żn)┘~ ų¦ĖČīÜ Ó]ŠųģR┐Ņ ŠW(w©Żng)šŠ┬Ģ├„┼õ╦═ĘĮ╩Į
╔ŽķT╠ßžø ╬’┴„ĘĮ╩Į ╬’┴„ģ^(q©▒)ė“▒Ē ░³čb┘M(f©©i)ė├ ▀\(y©┤n)▌ö┘M(f©©i)ė├╩█║¾Ę■äš(w©┤)
▒Żą▐ ═╦ōQžø ═ČįVļŖįÆĻP(gu©Īn)ė┌╬ęéā
ĻP(gu©Īn)ė┌Ą┬├╔ Ą┬├╔┤¾╩┬ėø ┬ō(li©ón)ŽĄ╬ęéā Ų¾śI(y©©)╬─╗» ╣½╦Šśsūu(y©┤) ┬Ü╬╗šąŲĖ╔╠ŲĘ┤¾╚½
¤ßõN┼┼ąą░± ą┬┬äųąą─ ŲĘ┼Ų┤¾╚½ ┼õ╝■┤¾╚½




