
ļxūė─żļŖĮŌŠ½ųŲ¹}╦«ųŲēAū„×ķ─┐Ū░ūŅ×ķŽ╚╩└Ą─╝╝ągŻ¼ęčįĮüĒįĮ╩▄ĄĮéõÅS╝ęĄ─ųžęĢĪŻ└¹ė├įō╝╝ąg╠µ┤·įŁėąĖ¶─żųŲēA╝╝ągĄ─ÅS╝ęęčŽ╝─Ļį÷ČÓŻ¼╠žäe╩Ūą┬Į©ĒŚ─┐ĪŻ2008─Ļļxūė─ż¤²ēA▒╚ųž×ķ65%Ż¼Ė∙ō■╣żą┼▓┐2009─Ļ11į┬18╚š╣½╩ąĄ─ĪȤ²ēAąąśIŪÕØŹ╔·«a═ŲąąĘĮ░ĖĪĘŻ¼╠ß│÷ę¬═ŲÅVŽ╚▀M▀mė├Ą─ŪÕØŹ╔·«aĮėągŻ¼ĮĄĄ═¤²ēA─▄║─ĪŻ─┐ś╦╩ŪĄĮ2011─ĻŻ¼ļxūė─żĘ©¤²ēA▒╚└²▀_ĄĮ85%ĪŻ
ļxūė─ż╝╝ągŽ╚╩└ąį╬ŃČ▄ų▒ę╔Ż¼Ą½ļxūė─żųŲēA╝╝ągĄ─┐žųŲę¬Ū¾ę▓┤╦é„ĮyĄ─Ė¶─żųŲēAę¬Ū¾Ė³╝ėĄ─ć└Ė±ĪŻį┌ļŖĮŌ╣żą“Ż¼┬╚Üõē║▓Ņ┐žųŲĄ─║├ē─│╔×ķ┴╦ĻPŽĄļxūė─żē█├³╝░░▓╚½ĘĆČ©╔·«aĄ─║╦ą─ĻPµIĪŻ
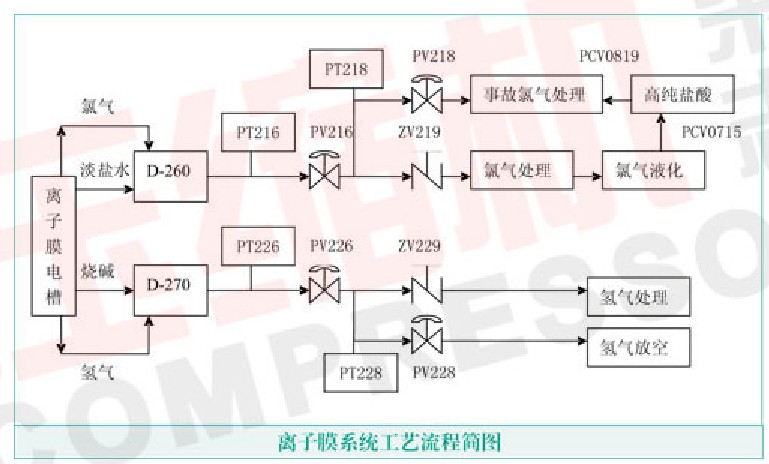
į┌╣Pš▀╦∙į┌╣½╦ŠŻ¼ÜõÜŌē║┴”ę└┐┐pCV226š{╣ØŻ¼Ųõ║¾╩▄ĄĮų╗ē║▓Ņ×ķ8kPa▒∙ĘŌĄ─┐žųŲŻ¼═╗ŲŲįō╦«ĘŌĄ─ÜŌ¾w▒╗╦═ų┴┘AÜõŹÅ╬╗ĪŻį┌│§Ų┌ķ_▄ć▀^│╠ųąŻ¼┘AÜõŹÅ╬╗į┌Öz£yÜõÜŌ╝āČ╚ø]ėą▀_ĄĮų«Ū░Ż¼ÜõÜŌĘ┼┐šŻ¼┤²╗»“×▀_ĄĮ╝āČ╚║¾Ż¼▓ó╚ļÜõÜŌÜŌ╣±ĪŻ╦∙ęįŻ¼ę¬▒ŻūC┬╚Üõē║▓ŅĄ─ĘĆČ©Ż¼ĻPµIį┌ė┌┐žųŲ║├┬╚ÜŌē║┐sÖC▀M┐┌ē║┴”Ą─ĘĆČ©ĪŻ
ķ_▄ćŲ┌ķg┬╚ÜõŽĄĮy▓óŠWĘĮ░Ėėąā╔ĘNŻ║Ą┌ę╗ĘN╩ŪļŖĮŌ▓█ÜŌŽÓ│÷┐┌▓óų┴┬╚Üõ╣▄ŠWŻ¼┤²┬╚ÜŌē║┐sÖC┐žųŲŲõ╩└┐┌ē║┴”ĘĆČ©║¾į┘┤“ķ_┬ō═©ļŖĮŌ┼c┬╚ÜŌ╠Ä└ĒĖ╔į’ŽĄĮyĄ─ķ_ĻPķyZV219ķyķTąl┬ō═©ÜõÜŌ╠Ä└ĒĄ─ķ_ĻPķyzv229ķyķTŻ¼īŹ¼F┬╚ÜõÜŌŽÓ╣▄ŠWĄ─▓óŠWĪŻ▀@ĘNĘĮ╩ĮĄ─Š«ŠWŻ¼į┌ļŖĮŌ▓█╦═ļŖČ°┬╚ÜŌē║┐sÖC▀M┐┌ē║┴”╬┤ĘĆČ©Ū░Ż¼ļŖĮŌ▓█ē║┴”╩▄ĄĮ╩┬╣╩┬╚žōē║’LÖCĄ─ū„ė├Ż¼Ļ¢śO│╩¼F▌^┤¾žōē║Ż¼│÷¼FļŖĮŌ▓█ā╚žōē║┤╦’LÖC▀M┐┌žōē║ē║ę¬Ų½žōĄ─¼FŽ¾Ż╗Ą┌Č■ĘN╩ŪļŖĮŌ▓█ÜŌŽÓ╣▄ŠWžS▓óŠWŪ░Ż¼┬╚ÜŌē║┐sÖCęčĮøķ_▄ć▓óš{╣Øē║┴”ĘĆČ©Ż¼┤“ķ_┬ō═©ļŖĮŌ┼c┬╚ÜŌ╠Ä└ĒĖ╔į’ŽĄĮyĄ─ķ_Į¬ķyzv219ķyķTąl┬ō═©ÜõÜŌ╠Ä└ĒĄ─ķ_ĻPķy2V229ķyķTŻ¼ļŖĮŌ▓█▀MļŖ║¾┬╚Üõē║▓Ņų▒Įė╩▄ĄĮ┬╚ÜŌē║┐sÖCĄ─┐žųŲŻ¼ļŖĮŌ▓█ā╚▓╗į┘│÷¼F▓╗┐╔┐žĄ─žōē║ĪŻ
Įø▀^├■╦„įć“ׯ¼╣½╦Šļxūė─żķ_▄ć▓╔ė├┴╦Ą┌Č■ĘNķ_▄ćĘĮ░ĖŻ¼╚ĪĄ├┴╦║▄║├Ą─ą¦╣¹ĪŻ
Š▀¾w▓┘ū„▀^│╠╩ŪŻ¼į┌╣½ė├╣ż│╠ķ_▄ć║¾Ż¼īó┬╚ÜŌē║┐sÖCš{╣ØĘĆČ©Ż¼┤“═©ZV219╝░ZV229ķ_ĻPķy▓ó╚ļļŖĮŌÜŌŽÓŻ¼ų▒Įė└¹ė├┬╚ÜŌē║┐sÖCęįē║D-270ĻÄśO裣h▓█╔ŽĄ¬ÜŌča│õķyZV279╝░Pcv228ÜõÜŌĘ┼┐šķyüĒ┐žųŲ┬╚ÜõÜŌŽÓ╣▄ŠWĄ─ē║▓ŅĪŻ┬╚ÜŌē║┐sÖC│÷┐┌ų▒Įė╦═ų┴║¾Ą└┬╚ÜŌę║╗»╣żą“Ż¼ļm╚╗┬╚ÜŌē║┐sÖC╦─╝ē│÷┐┌┬╚ÜŌē║┴”▒╚┬╚ÜŌę║╗»Ų„ā╚ÜŌŽÓē║┴”Ą═Ż¼Ō“ė╔ė┌┬╚ÜŌē║┐sÖC│÷┐┌įOų├ų╣╗žķyŻ¼ų╗ėą«ö┬╚ÜŌē║┐sÖC│÷┐┌ē║┴”┼c┬╚ÜŌę║╗»╣żą“┬╚ÜŌē║┴”▀_ĄĮŲĮ║ŌĢr▓┼┤“ķ_ĪŻ╦∙ęį┐╔╠ßŪ░┤“ķ_┬╚ÜŌē║┐sÖC│÷┐┌ķyŻ¼▀@śėš¹éĆ┬╚ÜŌÜŌŽÓŽĄĮy┐╔Įøė╔ļŖĮŌ▓█ĄĮ┬╚ÜŌĖ╔į’ĄĮ┬╚ÜŌē║┐sÖCĄĮę║╗»Ų„Ż¼╬▓┬╚Įøė╔╬▓┬╚š{╣ØķyPCV0715ų┴Ė▀╝ā¹}╦߯¼į┌Ė▀╝ā¹}╦ß³cĀtŪ░ė╔FCV0819ßīĘ┼ų┴╩┬╣╩┬╚╠Ä└Ē╣żą“ĪŻ
ļŖĮŌ▓█▓ó╚ļÜŌŽÓ║¾Ż¼ė╔ė┌┬╚ÜŌē║┐sÖC▓╔ė├┬╚ÜŌķ_▄ćŻ¼×ķĘ└ų╣┬╚ÜŌ▓╗ę║╗»ę²Ųš¹éĆ┬╚ÜŌÜŌŽÓŽĄĮyē║┴”ŠėĖ▀▓╗Ž┬Ż¼┐╔Å─┬╚ÜŌē║┐sÖC│÷┐┌ÅUÜŌķyĻ¤Ļ¤ßī÷Īų┴╩┬Ū░┬╚╠Ä└Ē╣żą“Ż¼īó┬╚┬╚╗ņ┼_ÜŌ═Ė▓Įų├ōQ×ķ┬╚ÜŌĪŻė╔ė┌┬╚ÜŌē║┐sÖCėŗ╦Ń┴„┴┐╩Ū░┤šš┬╚ÜŌ├▄Č╚ėŗ╦Ńē║▓ŅŻ¼ę“Č°╠ßĖ▀┬╚ÜŌ▒╚└²Ż¼┐╔╩╣Ą├┬╚ÜŌē║┐sÖCūį╔Ē╗ž┴„ķy▒Mįń┴■Å═╩▄┐žēčųŠĪŻ▀@śėĄĮ║¾Ą└╣żą“Ą─┬╚ÜŌ╝āČ╚╠ßĖ▀║¾┐╔ų▒Įėę║╗»Ż¼Å─Č°ĮĄĄ═š¹éĆ┬╚ÜŌŽĄĮyĄ─ē║┴”Ż¼ėą└¹ė┌┬╚ÜŌē║┐sÖC▀M┐┌ē║┴”Ą─š{╣ØĪŻ
═©▀^įōĘĮ░ĖŻ¼ļŖĮŌ╣żą“┬╚Üõē║▓Ņ▌^×ķĘĆČ©Ż¼ėąą¦▒▄├Ō┴╦ÜŌŽÓ▓óŠWŪąōQ▀^│╠ųąē║▓ŅĄ─▓©äėŻ¼▒Żūo┴╦ļŖĮŌ▓█ļxūė─żĄ─░▓╔·ĪŻ
Ą┬├╔┐šē║ÖC┼õ╝■ŠWė╔Ą┬├╔Ż©╔Ž║ŻŻ®ē║┐sÖCąĄėąŽ▐╣½╦ŠŠÄ▌ŗų„▐kŻ¼┐é▓┐╬╗ė┌╔Ž║ŻŻ¼Ą┬├╔┐šē║ÖC┼õ╝■ŠWōĒėą╚½ć°┐šē║ÖC┼õ╝■ŅIė“ūŅŠ▀═Ļš¹Ą─ļŖūėöĄō■┘Y┴ŽÄņŻ¼▒ŖČÓŲĘ┼ŲĄ─┐šē║ÖC┼õ╝■«aŲĘŻ¼╩Ūųąć°Ž¹┘Mš▀▀x┘Å┐šē║ÖC┼õ╝■«aŲĘĄ─ųžę¬═ŠÅĮĪŻ
╔Žę╗Ślą┬┬ä: ┐šē║ÖC▌S│ąĄ─ī¦¤ßąį║├▓╗║├
Ž┬ę╗Ślą┬┬ä: ┼e└²šf├„┬▌ŚU┐šē║ÖCĄ─ÖCĮMŽĄĮyĖ„Łh╣ØįŁ└Ē







